
개요.
열연강판의 헤드마크에 의한 결함을 방지하기 위해 QOC를 시행하는데 원활한 QOC를 위해서는 소재의 정확한 선단 검출과 Tracking이 요구된다.
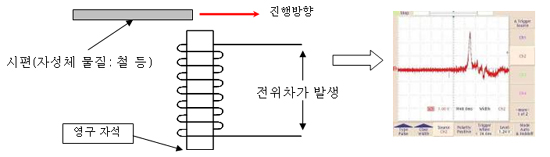
영구자석에 코일을 감아 자성체를 띤 물질을 가져가면 영구자석 주변에 자속량의 변화가 일어난다. 이러한 자속량의 변화가 코일 양단에서 발생하게 되므로 코일 양단에는 자속의 변화에 의한 유도 전압이 발생한다.
원리상 유도전압은 시간에 대한 자속의 변화에 비례하므로 소재의 진입속도가 빠를수록 높은 전압이 발생하게 된다. 반대로 소재의 속도가 느릴 경우 유도전압의 크기는 작아지게 된다.
Copyright ⓒ 2005 Nedtech co. ltd. All rights reserved.
용도
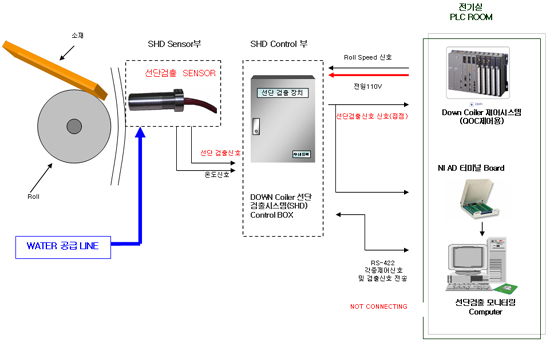
소재의 Down Coiler 진입시 정확한 선단 검출을 위한 것으로 검출된 신호는 접점 신호로 변환된 후 Down Coiler 제어용 PLC로 전송되어 Down Coiler의 QOC 제어에 사용된다.
본 장치는 광양제철소 3열연 No.2 Down Coiler에 설치되어 활용되는 것으로서 열연공정에서 필수적인 장치이며, 그 성능 또한 100% 만족되어야 하는 중요한 장치이다.
열연선단검출장치
Sensor부(선단검출부)
Sensor : 자체 특수몰딩된 Sensor는 진동, 수분, 분진 등에 영향을 전혀 받지 않는다.
Control부(신호증폭 및 제어부)
1) Block : 선단 검출용 센서를 보호하는 기계구조물로서 높은 온도(강판온도 700∼900℃)에서도 견딜 수 있도록 Water를 공급하여 순환할 수 있는 구조로 Down Coiler 원형 가이드에 탈·부착이 용이하도록 제작되었다.
2) SHD Control : Gain 및 각종 Parameter제어, Data 입력 및 출력, 외부 PC와 통신 등
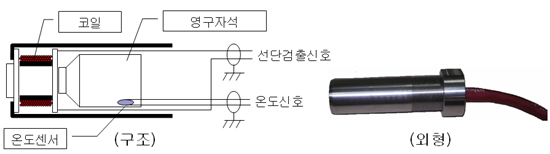
Sensor 구조 및 원리
철에 대한 전위차를 캡쳐
| 구분 |
단위 |
내 용 |
|
Curie Temperature | ℃ |
310∼370 |
|
Maximum Operating Temperature | ℃ |
200 |
| Resistivity |
μΩ.㎝ |
160 |
| Hardness |
Hv |
560∼580 |
| Density |
g/㎠ |
7.4 |
| Temperature Coefficient of Br |
%/℃ |
-0.12∼-0.10 |
| Temperature Coefficient of iHc |
%/℃ |
-0.6 |

광양제철소 3열연 No.2 Down Coiler 설치 활용 중
SENSOR Unit
Controll Unit

상세사양
|
MCU |
ATMeagal128 |
|
MCU Speed |
12MIPS |
|
Program Memory |
128Kbyte |
|
SRAM Memory |
32Kbit |
|
A/D Converter |
10bit, 100us Read |
|
Sensor Input |
Low Noise Amp AD620 |
|
Input Speed 1MHz | |
|
Transmitt Method |
RS-422 |
기능
|
- Digital Controller를 사용하여 Gain 및 각종 Parameter 제어 기능 |
|
- PC 프로그램에서 간편 입력 및 수정 기능 |
|
- 입력신호와 출력신호의 간격, 즉 응답 시간이 5ms 이내 |
|
- 신호검출 기준값, 출력신호 펄스폭 설정값 등 각종 Parameter들을 Digital로 설정 |
|
- 설정값 및 Data 표시는 LCD(128×64)로 Display |
|
- Data를 입력할 수 있도록 입력용 Key Pad 장착 |
|
- 외부 PC와 통신할 수 있도록 직렬 통신(RS-422)기능 |
|
- Controller를 보호할 수 있도록 내환경성 Box 설치 |